Chapter 15
From Concept to Flow
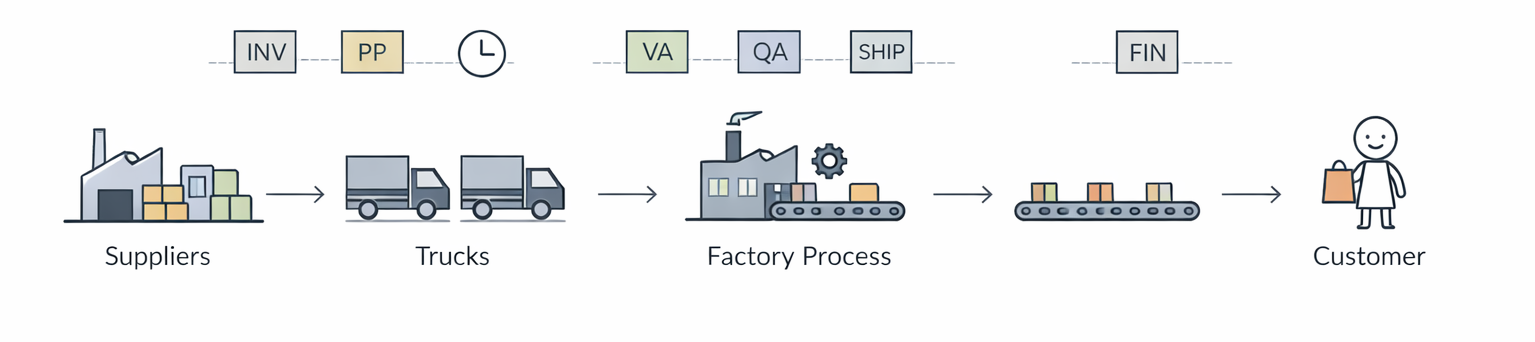
Process 3P is where the industrialization focus moves from the product itself to the value stream that will deliver it. Instead of asking “Is the concept buildable?” the main question becomes “How will material and information actually flow from supplier to customer, and which process choices will make or break cost, quality, and lead time?”
This chapter assumes that the product concept is largely shaped and that Design 3P has already surfaced key CTQ/CTC issues and some promising design alternatives. Now the task is to design the operational system that will bring that concept to life.
Section 15.2
When to Run Process 3P
Process 3P belongs in the window where the product design is roughly 80–90% detailed: the architecture, interfaces, and key components are defined, but small design adjustments are still possible. The big freedom now lies in how the product is built and how flow is organised.
- Too early: The concept is still moving significantly, or Design 3P has not yet clarified CTQ/CTC issues. Mapping a value stream around a moving concept creates waste.
- Right time: People are asking “Where will we build this? With which process technology? How many lines? What capital do we need?” — that is the signal for Process 3P.
- Too late: Key tooling, major equipment, and layout choices are already committed. The event can only tweak around fixed decisions.
Section 15.3
What Process 3P Must Deliver
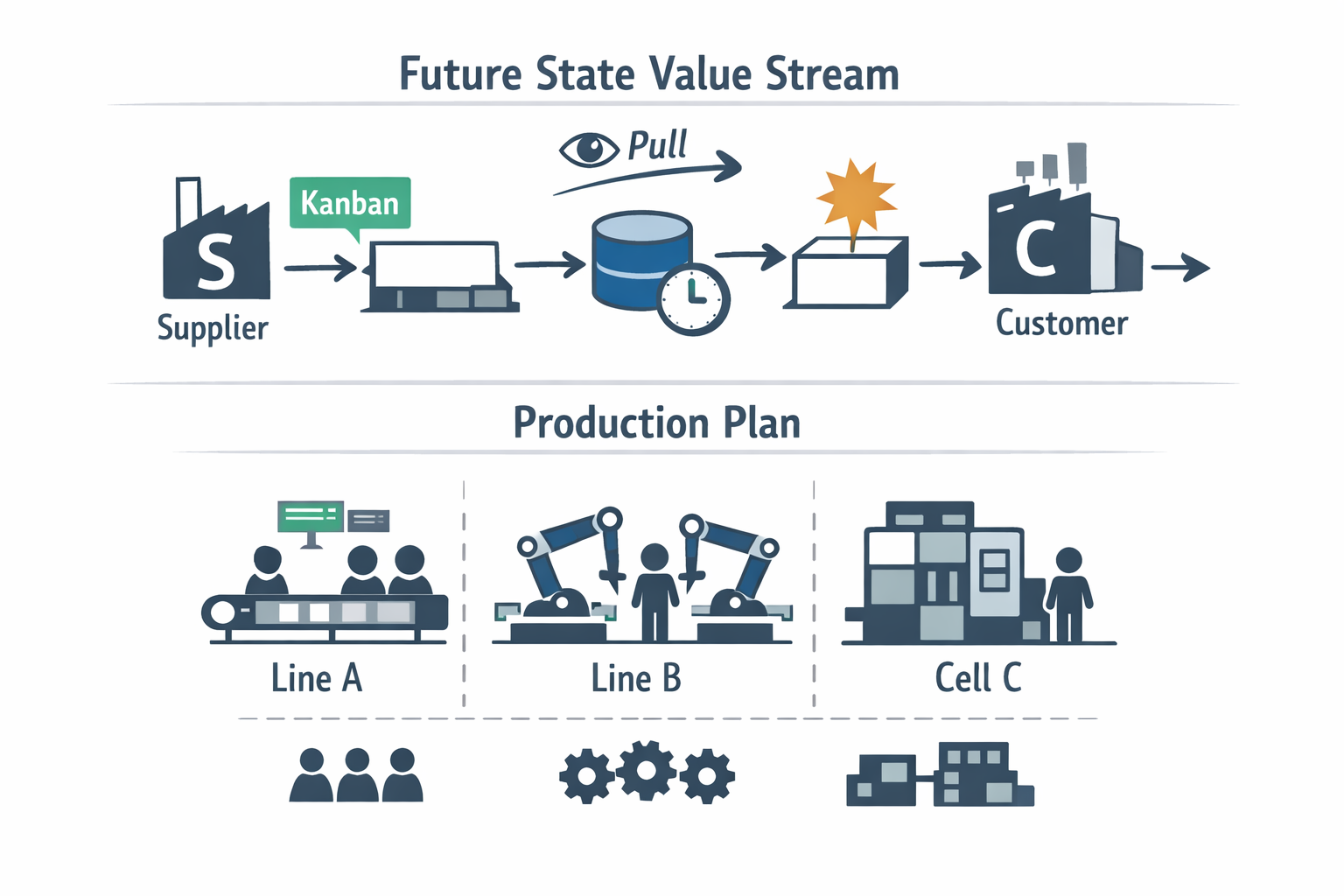
Process 3P is successful when it leaves the team with a clear future-state value stream and a small set of credible process options for the steps that drive cost, quality, and lead time.
- A current and future-state view of the value stream, from suppliers through the plant to the customer.
- A list of process steps identified as critical because of capital intensity, labour content, yield risk, or bottleneck behaviour.
- One or more 7 Alternatives matrices showing which process options look most promising.
- A draft production plan linking process sequence, flow concept, capacity, and key capital decisions.
- A knowledge-gap log with owners and due dates for trials, supplier visits, capability studies, and cost analysis.
Play P0
Prepare the Process 3P Event
Purpose
Clarify what this event is supposed to decide or de-risk
State the main business and system questions in simple terms before inviting anyone. Examples: “Design a value stream that meets takt with minimal WIP and capital.” or “Decide between alternative process concepts for key operations before we commit tooling.”
Gather inputs from Design 3P and system context
Participants need enough context to design the value stream without guessing. Prepare: updated market and engineering requirements (volumes, variants, takt targets), output from Design 3P (CTQ/CTC list, agreed design changes, updated manufacturing concept), any existing process or value stream maps, and a preliminary list of expected capital-intensive, labour-intensive, and quality-critical process steps.
Build the cross-functional team and agenda
Process 3P lives or dies on whether the people who own and understand the operational side are in the room. Include: process/manufacturing engineers, operations/production leaders, logistics/supply chain, quality and maintenance, and product engineering to handle design–process trade-offs. A typical one-day agenda: present Design 3P outputs and manufacturing concept; map external supply-chain value stream; map internal production value stream; identify knowledge gaps and critical steps; run 7 Alternatives on one or two high-impact steps; capture decisions and actions.
Play P1
Map External and Internal Value Streams
External flow
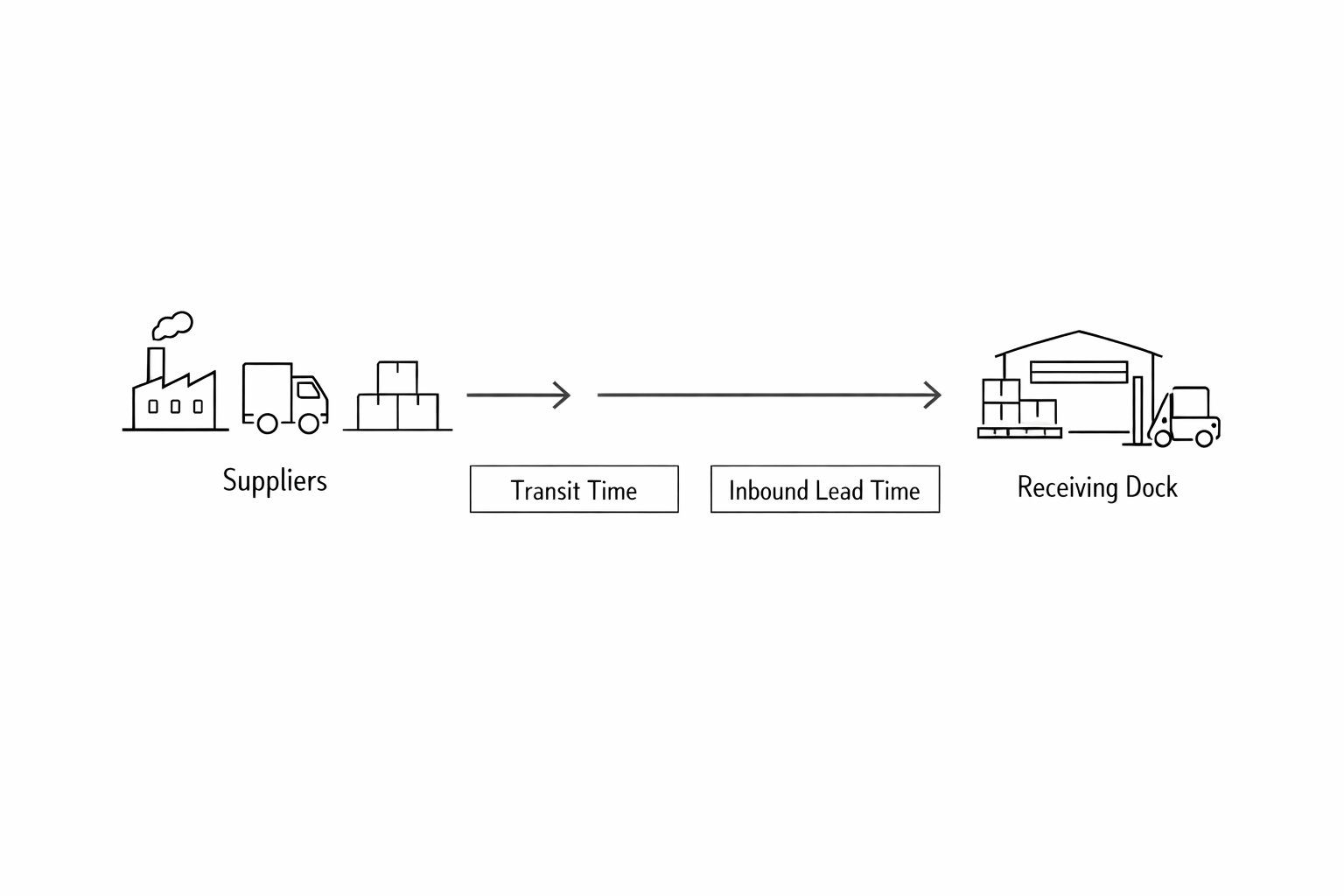
See how the supply chain will support or constrain your internal design
On a large wall: list key suppliers and the parts or materials they deliver. Show transport modes, lead times, lot sizes, and delivery frequencies. Mark major inventories, buffers, and hand-off points. Capture typical lead time, batch size, delivery frequency, and known reliability issues for each link. You want enough visibility to understand how external flow shapes your internal options.
Internal flow
See the end-to-end internal flow from receiving to shipping
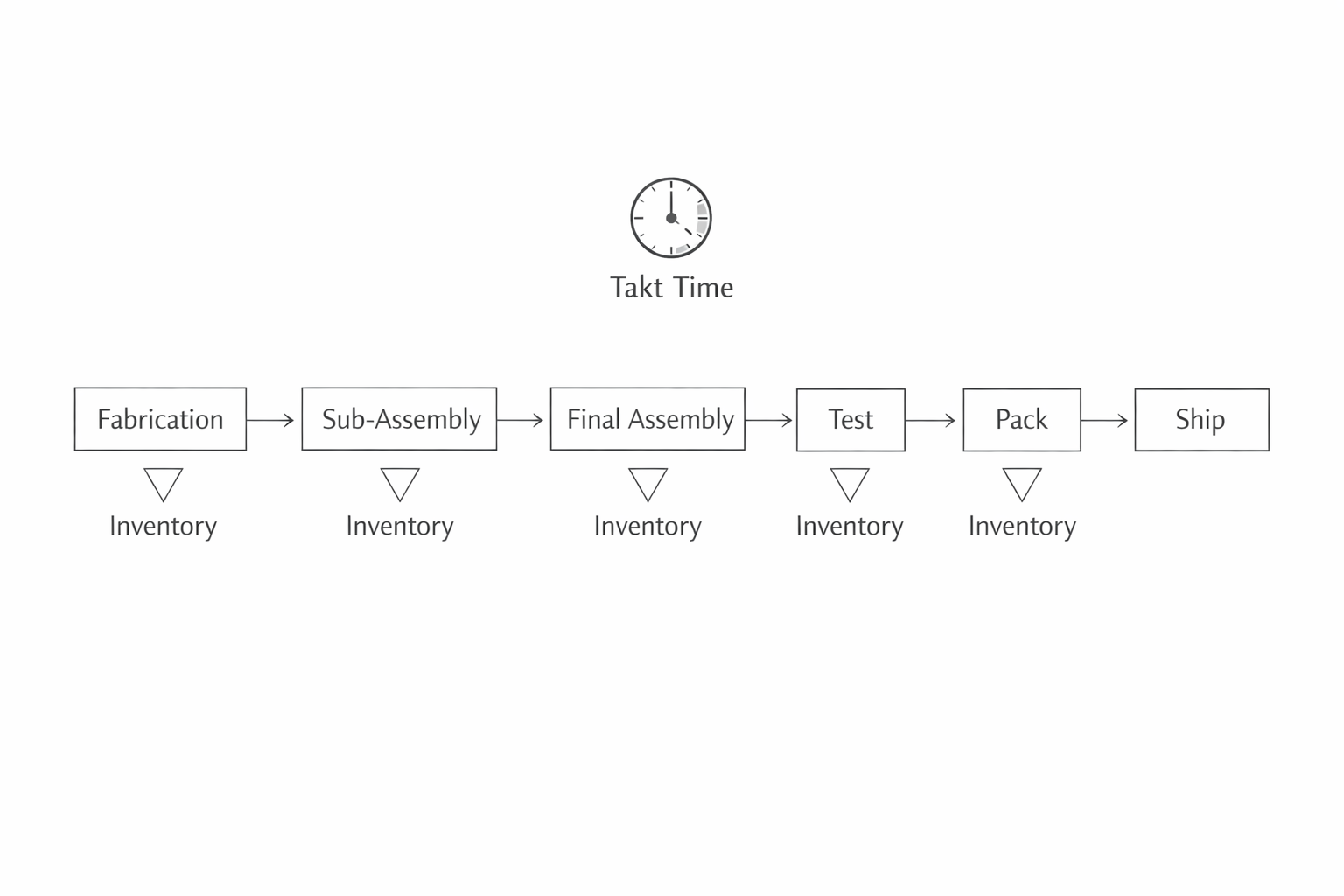
Map the internal value stream: break the process into major steps (fabrication, sub-assembly, final assembly, test, pack, ship), draw them in sequence, add queues or buffers between them. For each step capture process time, lead time, operator or machine counts, and known bottlenecks or quality issues. Mark where major capital or high-labour steps sit, and where CTQ/CTC issues from Design 3P are likely to appear in the flow.
Sketch the first future-state concept
With both maps visible, ask future-state questions: What is the takt time, and can each step meet it? Where do we see unnecessary waiting, transport, or rework? Which steps will drive capital investment? How can we reduce lead time and WIP while still meeting demand and variability? Use these to sketch a first future state that shows proposed process sequence, reduced inventories, targeted lead time, and candidate areas where different process concepts may be needed.
Play P2
Identify Knowledge Gaps and Critical Steps
Purpose
Make unknowns explicit so you don’t discard good options just because you lack data today
Capture knowledge gaps on a visible board as you discuss current vs. future state. For each gap assign an owner, a due date, and the next learning step (trial, lab test, supplier visit, capability study). Treat the gap list as a working artifact: add to it, update it when something is clarified, keep it where everyone can see it.
Select high-impact process steps for 7 Alternatives
Using the maps, the CTQ/CTC list from Design 3P, and the knowledge gap board, identify process steps where process choice will make or break system performance. Typical candidates: high capital cost operations, operations with high recurring labour content, steps with known yield or quality problems in similar products, long lead-time or bottleneck operations.
Outputs from Play P2
- A visible, owned knowledge gap list with next learning steps
- A short list of critical process steps selected for 7 Alternatives, each with a clear reason why it matters
Play P3
Apply the 7 Alternatives Method
Purpose
Compare multiple process options on high-impact steps quickly and fairly
Set up each high-impact step so alternatives can be compared without drowning in detail. Name the baseline process, agree on must-have evaluation criteria, and then generate at least six alternatives — plus the baseline — for a total of seven options on the matrix.
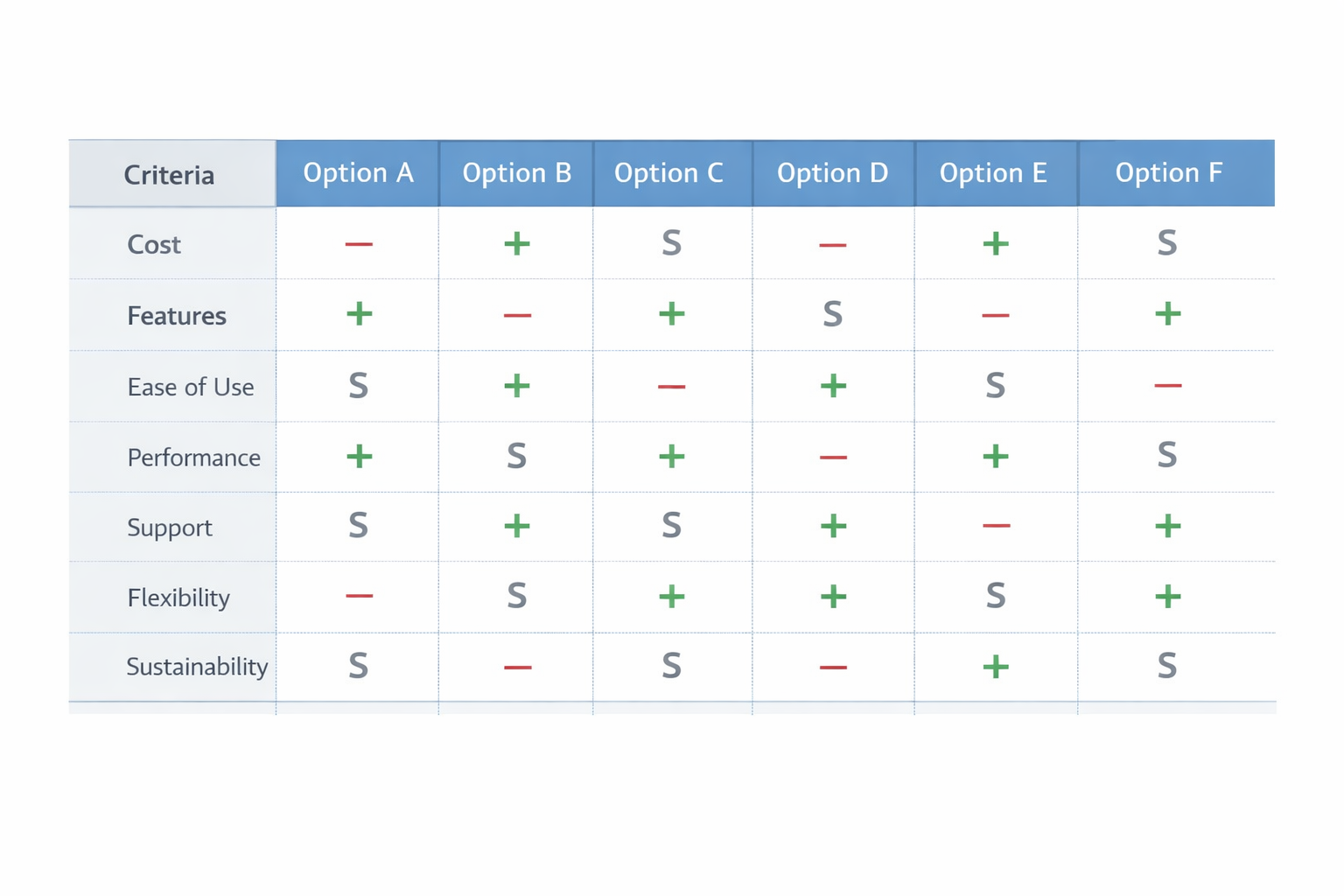
Choose evaluation criteria
- Ability to meet takt
- Process capability and expected yield
- Safety and ergonomics
- Automation potential
- Environmental impact
- Total cost (capital + recurring)
Score Pugh-style and plan follow-up
For each alternative and each criterion, compare to the baseline using “+” if better, “S” if similar, and “–” if worse. Count the pluses and minuses. Options with clearly more “+” than “–” become candidates for further work.
For the 1–3 most promising alternatives per step, assign follow-up owners to estimate non-recurring costs (tooling, equipment, integration), recurring costs (labour, materials, maintenance), and plan necessary trials or supplier checks. The event’s job is to narrow the field and commit to learning enough to make a good decision — not to finalize all numbers now.
Outputs from Play P3
- Completed or partially completed 7 Alternatives matrices for selected process steps
- A short list of promising process options for each critical step, with initial qualitative evaluation
- Clear follow-up actions to develop cost and feasibility data for shortlisted alternatives
Play P4
Build the Future-State Production Plan
Purpose
Turn mapping and 7 Alternatives insights into a coherent way of running the product through the system
Start from the future-state value stream sketch and your shortlisted alternatives. Decide the overall process sequence, which operations belong together in the same line or cell, where in-house vs. supplier steps are located, and where you aim for one-piece flow vs. supermarkets or buffers.
Align capacity, takt, and capital
For the future-state concept, estimate: number of lines or cells needed, staffing assumptions by area or station, equipment counts and required uptime to meet takt. Check each major step against takt time and discuss where capacity might be tight or where there is unnecessary headroom. Review how the chosen process alternatives affect capital profile, flexibility to handle volume and mix changes, and risk concentration (single points of failure).
Package for Production 3P
- Current and future-state value stream maps for external and internal flows
- Critical process steps with selected or shortlisted alternatives
- Completed or partial 7 Alternatives matrices
- Knowledge gap log with owners, due dates, and next learning steps
- Draft production plan: process sequence, flow concept, capacity assumptions, and main capital directions
Section 15.6
How Process 3P Connects to Design and Production 3P
Process 3P sits between Design 3P and Production 3P and depends on both.
- From Design 3P: The CTQ/CTC priorities and design changes focus value stream mapping and 7 Alternatives on the steps that matter most. Design simplifications often open up better process options or remove previously assumed constraints.
- Into Production 3P: The draft production plan, selected process alternatives, and knowledge gaps become inputs to layout design, PFEP, water spider routes, standard work, and pilot builds. Clarity about flow and capacity reduces trial-and-error during start-up and avoids last-minute capital surprises.
“Seeing these links makes it easier to treat 3P as a continuous industrialization flow rather than three disconnected workshops.”
Section 15.7
Common Traps in Process 3P
Companion Play